
世界公认的gin和卓越的威士忌酿造
Hakkai 啤酒厂、Niseko 酒厂 参观报告
我们参观了 Hakkai 酿造 的Niseko酒厂,该厂于 2020 年在Hokkaido Niseko-Chou 开始运营。
2024 年 2 月,该酒厂的手工gin “Ohoro Gin “在英国举办的国际酒类竞赛 “World Gin Awards 2024 “中荣获经典gin类别的 “World’s Best “奖。在英国举办的国际酒类竞赛 “2024 年世界gin大奖赛 “上,该产品在经典gin类别中荣获 “世界最佳 “称号。该产品获得的国际赞誉使其成为国内外瞩目的焦点。
Niseko 酒厂也生产威士忌,在这次参观中,我们得以看到威士忌生产现场、酒厂对蒸馏过程的承诺以及最新举措。
酿酒设施的设计与 Niseko 的自然环境相得益彰,而清酒酿造则充分利用了这片北部土地的气候优势。Minami-uonuma 的著名清酒酿造厂 Hakkai 啤酒厂 的理念和挑战是公司运营的核心。
1.Niseko 酒厂
 |
 |
1-1.与 Niseko 的大自然共同生长的威士忌
Hakkai 啤酒厂(Hakkaisan)多年来一直在新泻县鱼沼市生产清酒和威士忌。
在利用这些经验的同时,Hokkaido 的 Niseko 镇被选为公司历史的新阶段。
15 年前,作为日本 Niigata 县 Naeba 滑雪胜地地区开发项目的一部分,我们对 Niseko 进行了一系列考察。
通过这些考察,我们发现 Niseko 的气候和环境非常适合麦芽威士忌的成熟,于是我们决定在该地区全面酿造威士忌。在与该镇的合作下,Niseko 酒厂诞生了。
该建筑项目是在租用城镇所有的土地和不损害自然的前提下进行的。工地上的树木没有被砍伐,约 2000 棵当地种植的落叶松被用作建筑材料。在 “当地生产,当地消费 “的理念下,酒厂在与当地自然和谐共处的情况下建成。
来到 Niseko 酒厂,首先映入眼帘的是它的建筑美感。建筑全部由木材制成,大量使用当地种植的落叶松木材,让人感受到温暖的空间。酒厂使用的落叶松约有 2000 棵。
 |
 |
 |
一进门,空气中就飘散着淡淡的木香和蒸馏的香气,其规模之大、环境之美令人叹为观止,用 “叹为观止 “来形容再恰当不过了。
精致、精干的设计,简洁、朴素的氛围。你会立刻感觉到,这里不仅仅是一个酿酒设施,更是一个自然与美学共存的地方。
威士忌从原料到发酵和熟化都经过精心制作,追求 “精致细腻的口感”。另一方面,gin 的酿造注重 “清澈顺滑 “的口感,作为 Ohoro gin 而享誉全球。
特别值得注意的是,Niseko 独特的气候对成熟环境产生了积极影响。在 12 月至次年 3 月的冬季,约 70% 的游客来自海外。世界各地的游客都是冲着粉雪而来。
除了雪的质量,Niseko 的气温也不低,非常适合威士忌的成熟。
1-2. 酒厂详情
Niseko 酒厂使用的酿造用水是白海山的地下水,硬度约为 33,与白海山所在的新泻县鱼沼的水质相似。水质柔软,没有任何异味,非常适合酿造清酒。
这些水取自一口井,储存在一个大型储水罐中,供整个酿酒厂使用。储水罐旁边还有一个同样大小的储水罐,用来储存糖化过程中使用的加热水。
令人印象深刻的是,大自然的恩赐被如实利用,并精心体现在清酒的风味中。
1-2-1.Gin 生产
“延续 “未来的手工 Gin
Ohoro Gin 是Niseko Distillery 酿造的一种手工 Ohoro Gin。它的名字来自阿伊努语 “Ohoro”,意思是 “继续”。
用于生产的蒸馏器是德国阿诺德- Arnold Holstein 公司制造的混合蒸馏器。这种设备专门用于酿造 gin,浸泡和熏蒸功能都很强大。

构成 gin 香气基础的植物成分包括杜松子,以及 yachiyanagi、日本薄荷、葡萄柚、青柠、柠檬和柚子等多种其他植物成分。
它们在基酒中浸泡一天,第二天再进行蒸馏,以充分展现原始成分的芳香和风味。
在杜松子酒生产方面,Niseko 酒厂也非常重视与当地社区的联系。
一个典型的例子是使用当地高中生种植的 Niseko-Chou lavender 酿造的特殊版本的 Ohoro Gin。经过精心干燥和挑选的花朵被用作 gin 的植物成分和香料。
 他的风格是蒸馏后不立即装瓶,而是让酒液混合三周左右再装瓶。从蒸馏到装瓶大约需要一个月的时间,最后的润色工作强调的是风味的沉淀。
他的风格是蒸馏后不立即装瓶,而是让酒液混合三周左右再装瓶。从蒸馏到装瓶大约需要一个月的时间,最后的润色工作强调的是风味的沉淀。


1-2-2.威士忌生产
① 制备和原材料
每批使用的麦芽量: 每批使用 1 吨麦芽。每周酿造三次。
原料 来自英国克里斯普的进口麦芽。

② 糖化和发酵
使用斯 Slovenia 制造的醪糟糖化设备
未经提炼的葡萄汁酒精含量约为 7%
发酵时间为 4 天
每批约 5,000 升麦芽汁
发酵罐:用花旗松(beimatsu)制成的木桶。三个日本木桶。
垃圾被重新用作邻近社区的饲料。

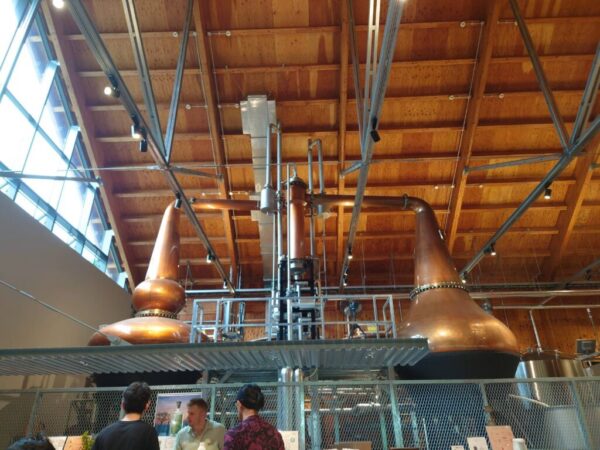
③ 蒸馏过程
该蒸馏器由知名的福赛思公司制造
首次蒸馏:直型,再蒸馏:膨胀型
平行直颈,热源为蒸汽加热
作为蒸馏步骤
先蒸馏 5000 升/7%未精制清酒→2000 升/20%
再蒸馏→500 升/65-70%新锅
一批获得的未精制清酒的体积为 400-500 升,约为下文所述熟化过程中的一瓶清酒。

④ 糖化和发酵
向公众提供六种类型的桶
1. 新的白橡木桶(有明产业公司制造,450 升大桶规格)
2. Bourbon 桶
3. 法国酒桶
4. 日本酒桶
5. Sherry 桶(Oloroso、Pedro Ximenez、奶油桶)
6. 还利用了再造的重组桶等
许多尺寸都偏大。
※酒窖的木质建筑也令人惊喜。
第一陈酿酒室(漏斗式):约 400 桶
第二陈酿酒室(酒架式):最多可容纳 1000 桶(目前约为 350 桶)
当然,未来的扩建工程也在进行之中,但由于建筑成本不断上涨,目前还在慎重考虑之中。

⑤ 气候和成熟环境
温度特征
近年来,夏季温度在 30°C 左右已成为常态。
冬季可低至零下 15 摄氏度,但没有极寒天气,这也是 Niseko 雪质细腻的原因之一。
Niseko 独特的气候也为在大木桶中缓慢成熟的葡萄酒提供了有利环境。
⑥ 威士忌的未来前景
从二世谷走向世界,一段成长的故事
Hakkai Brewery 已在其位于新泻县鱼沼的酿酒厂推出了单一谷物威士忌 Uonuma 8 年,并在威士忌生产方面建立了良好的记录。
另一方面,Niseko 酒厂生产的麦芽威士忌已经储存了大约五年。该公司计划在不久的将来推出由两家酒厂酿制的混合威士忌,有望将两家酒厂的独特风味推向市场。
最值得注意的是 Niseko 单一麦芽的未来发展。
这是一项长期计划,考虑的是 10 年或更长的成熟期,我们期待着有一天,精心培育的麦芽酒将成为一瓶让世界惊艳的酒。
Niseko 酒厂的目标是通过与自然同行和与当地社区的联系来创造独特的口味。
从这里开始的威士忌故事仅仅是个开始。
最后:关于日本威士忌的推荐书籍
如果你想了解更多关于日本威士忌的信息,这是一种全球趋势,我们强烈推荐这些书籍。
(1).作为商业教育的日本威士忌
这是世界著名的威士忌评论家、威士忌文化研究所的代表Mamoru Tsuchiya写的一本书,题目是”日本威士忌作为一种文化对商业的作用。“
该书涵盖了威士忌的基础知识、威士忌引入日本、日本威士忌的诞生、广告策略和日本威士忌的崛起,以及目前手工酿酒厂的崛起。这是一本以非常容易理解的方式总结日本威士忌的书。

(2).威士忌与我(Masataka Taketsuru)
Nikka Whisky的创始人Masataka Taketsuru将他的一生都献给了日本的威士忌酿造。这是一本修订和再版的自传,是一个单纯热爱威士忌和谈论自己的人的自传。书中生动地描述了他年轻时独自去苏格兰学习,克服了许多困难完成日本威士忌的日子,以及他的同伴丽塔。
(3).新一代酒厂的挑战书
在2019年推出。世界正经历着前所未有的威士忌热潮,工艺酒厂的经理们在接受制作威士忌的挑战时,他们在想些什么呢?本书讲述了13位手工酿酒厂主的故事,其中包括以Ichirose Malt闻名的Venture whisky的Ichiro Akuto,他激发了手工酿酒厂在日本的诞生。
(4).威士忌的崛起
这是2016年在美国出版的《Whisky Risng》的日文版,内容有很多更新。它不仅详细描述了日本威士忌的历史,还包括日本所有酒厂的数据,包括近年来成立的手工酒厂。该书还包括对已发行的传奇酒的描述,以及可以找到日本威士忌的酒吧的信息。

